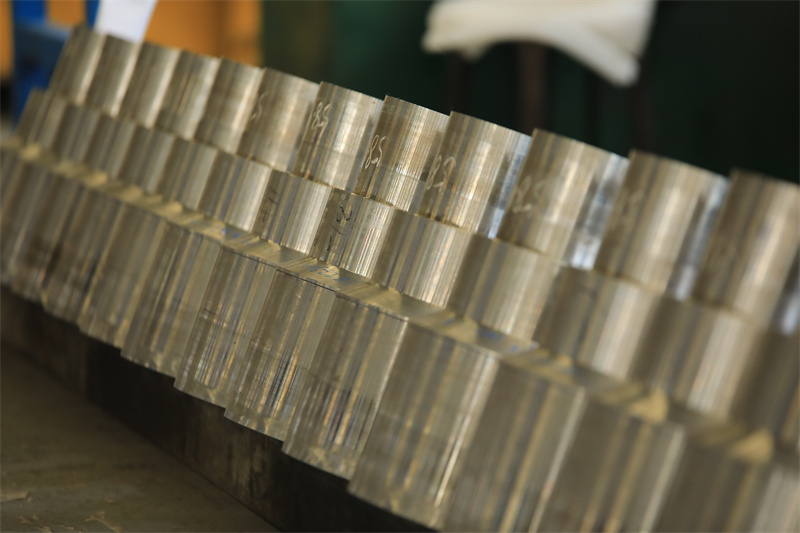
Індывідуальная дэталь адкрытай коўкі для біта


Індывідуальныя перавагі кавання адкрытых бітаў
• Коўка ў параўнанні з іншымі метадамі вытворчасці ўключае большую трываласць, надзейнасць і даўгавечнасць, а таксама магчымасць вырабляць складаныя формы з жорсткімі допускамі.
• Памер і форма кавання наладжваюцца.
• Запас матэрыялу для кавання даступны ў залежнасці ад неабходнай колькасці і плана.
• Матэрыял сталеліцейнага завода правяраецца кожныя два гады і зацвярджаецца нашай кампаніяй WELONG.
• Кожны стабілізатар праходзіць 5-кратны неразбуральны кантроль (NDE).
Асноўны матэрыял
• AISI 4145H MOD,4330,4130,4340,4140,8620 і інш.
Працэс
• Коўка + Чарнавая апрацоўка + Тэрмічная апрацоўка + Саматэставанне ўласцівасцей + Тэставанне трэцім бокам + Фінішная апрацоўка + Канчатковая праверка + Упакоўка.
Ужыванне
• Коўка стабілізатара рухавіка, пакоўкі стабілізатара, пакоўкі, кавальскі вал, кавальнае кольца і г.д.
Памер коўкі
• Максімальная вага кавання складае каля 20 т.Максімальны дыяметр кавання складае каля 1,5 м.
Індывідуальны адкрыты працэс кавання бітаў
• Награванне: металічная нарыхтоўка, звычайна ў выглядзе прутка або загатоўкі, награваецца да адпаведнай тэмпературы, каб зрабіць яе больш падатлівай.Гэтая тэмпература вар'іруецца ў залежнасці ад канкрэтнага металу, які куецца.
• Размяшчэнне і выраўноўванне: нагрэтая загатоўка размяшчаецца на кавадле або роўнай паверхні, забяспечваючы правільнае выраўноўванне для наступных аперацый кавання.
• Забіванне: Каваль выкарыстоўвае розныя тыпы малаткоў, такія як механічны або ручны малаток, каб удараць па метале і надаваць яму форму.Ўдары малатка ў спалучэнні з умелымі маніпуляцыямі дэфармуюць нарыхтоўку ў патрэбную форму.
• Паўторны нагрэў: у залежнасці ад уласцівасцей металу і складанасці жаданай формы, нарыхтоўку можа спатрэбіцца некалькі разоў награваць падчас кавання, каб захаваць яе падатлівасць.
• Аздабленне: пасля дасягнення жаданай формы можна выканаць дадатковыя аперацыі, такія як абразанне, выразанне або іншыя завяршальныя штрыхі.